Welding Electrodes – Learn About Its Types and Uses
A metal wire coated with a similar composition to the metal being joined is defined as a welding electrode. Several factors to consider before choosing the right electrode for any project.
The arc welding electrode/ SMAW is consumable as they become part of the weld fusion. It refers to the TIG electrodes as non-consumable as they do not become part of weld on melting. The MIG welding electrode is a regularly fed wire named as MIG wire.
The welding electrode selection largely depends upon weld strength, easy to clean up. better bead quality, and minimal spatter.
Welding electrodes need to be stored in a moisture-free surrounding and remove carefully from the package to avoid any damage following directions carefully.
Why are Welding Electrodes Covered?
Once the molten metal is exposed to the environment, it absorbs oxygen and nitrogen which affect adversely and become brittle. A slag blanket would have to cover molten/ solidifying weld metal to shield from the atmosphere and electrode coating provides us with this shield.
The welding electrodes coating composition determines their utility and therefore the composition of the deposited weld metal and specification.
They base the formulation of welding electrode coatings on the established principle of metallurgy, physics, and chemistry.
The coating is there to protect from damage, arc stabilization, improves the welding in the following ways.
- Minimum spatter in the welding’s vicinity zone
- A smooth surface of weld metal and edges even
- A stable and smooth welding arc
- A tough and strong coating
- Easy slag removal
- Better deposition rate
- Penetration control in welding
We may classify the arc welding electrode into thin coated/bare and heavily coated/shielded arc electrodes. The covered sort of electrode is a kind of popular style of filler material in the arc welding process.
The electrode covering’s composition determines the utility of the electrode, and specification deposited material decides the electrode. The category of electrode used largely depends upon the special properties within the weld deposit required.
These properties include corrosion resistance, high enduringness, ductility, base metal type to be welded, the position of the weld as horizontal, vertical, overhead, and kind of current and polarity.

Classification of Welding Electrodes
The welding industry has adopted the welding rod classification number series decided by the American Welding Society (AWS).
The identification system of the electrode for steel arc welding is adopted as follows.
- E- This E indicates electrode for arc welding
- The 1st two or three digits – It indicates the tensile strength in thousands of pounds /square inch of deposited material once tried to pull apart.
- The 3rd or 4th digit – It indicates the position of the weld. If 0 it shows no classification used, 1 is for every position, 2 for flat and horizontal, 3 is for flat position only.
- The 4th digit – It indicates the type of coating and the type of electric power supply, AC/DC, straight or reverse polarity.
- The number E6010 – Now it indicates an arc welding rod with a stress tensile strength of 60,000psi, can be used in all positions, and direct current with terse polarity.
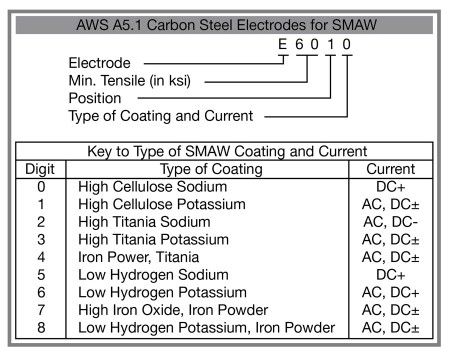
Current, Polarity, and Coating Types designated by the 4th digit in electrode classification number
| Digit | Coating | Weld current |
| 0 | * | * |
| 1 | Cellulose potassium | ac, dcrp, dcsp |
| 2 | Titania sodium | ac, dcsp |
| 3 | Titania potassium | ac, dcsp, dcrp |
| 4 | Iron powder titania | ac, dcsp, dcrp |
| 5 | Low hydrogen sodium | dcrp |
| 6 | Low hydrogen potassium | ac, dcrp |
| 7 | Iron powder Iron oxide | ac, dcsp |
| 8 | Iron powder low hydrogen | ac, dcrp, dcsp |
When we find the fourth or last digit as zero, the type of coating and current can be judged by the third digit only.
The Stainless Steel Arc Welding Electrode
Its classification goes as follows:
- E – This letter indicates the electrode for arc welding.
- The first 3 digits indicate the American iron and steel type of stainless steel.
- The last 2 digits indicate the position and current used in welding.
- The example of number E-308-16 suggests stainless steel type 308, for every position, with AC or reverse polarity direct current.
Submerged Arc Electrodes Classification System
The system to designate solid bare carbon steel meant for submerged arc electrodes is as follows.
- The letter E as a prefix used to specify an electrode. It is followed by the letter that indicates the amount of manganese, H for high, M for medium, and L for low manganese. It is followed by a number that indicates the average amount of carbon in a hundredth of a percent. The composition of these wires is identical to the wire used in gas metal arc welding specification.
- The American Welding Society’s specifications for electrode wire used for submerged arc welding are Bare mild steel electrodes & fluxes for submerged arc welding. This shows both wire composition and weld deposit chemistry depending upon the flux used. The specification gives the composition of the electrode wire. When these electrodes are used with proper procedure in submerged arc welding, the deposited weld metal will meet the mechanical properties needed as per specification.
- The oxyfuel gas welding filler rod is designated with the prefix letter R, followed by a G letter indicating that the electrode is used for gas welding. These are followed by 2 digits as 45,60, and 65, which marked the approximate tensile strength in 1000psi.
- In nonferrous category filler material the prefix of the letter E, R, and RB used specifically which follows the chemical symbol of the principal metal of the wire. If there is a use of more than one of the same metals alloy in the wire, we may add a suffix number.
- AWS specifications are most widely adopted for the classification of bare welding rod and wire. There are military specifications such as MIL-E, MIL-R types.
The important feature of a solid welding electrode as wire and rods is their composition as given specifications. The specification includes composition limits and mechanical properties needed in the welding process.
The copper-plated solid wires sometimes flake off copper that may create issues with the feed roll mechanism by plugging the liner or contact tip. A light copper coating is desirable to make the electrode wire, free of dirt and dust. Use a white cleaning tissue to clean the wire electrode all along to prevent the dirt and dust from clogging the liner. This may reduce current pickup and create erratic welding operations.
The strength of the wire is tested by the machine and higher strength of the wire is required once passing through the guns. The recommended minimum tensile strength of the wire required is 140,000 psi.
The wire electrode of continuous nature available in numerous different packages. An extremely small spool used in spool guns, and medium-size spool for fine gas metal arc welding. They are available as coils to place in welding equipment. Large reels of many hundreds of pounds are available also. They are available in drums where wire is laid in a round vessel and connected to an automatic wire feeder.
Welding Electrodes Coatings
Welding rods coatings for mild and low steel alloy have six to twelve ingredients that include:
- Cellulose – The cellulose disintegrates to produce a gas shield that protects the arc by surrounding it.
- Metal carbonates – It provides a reducing atmosphere and adjusts the basicity of the slag.
- Titanium dioxide – It is helpful in forming a highly fluid and quick freezing slag and provides ionization of the arc of the welding.
- Ferromanganese and ferrosilicon – This covering helps to deoxidize the molten metal and also supplement the manganese and silicon content in the deposited weld metal.
- Gums and clays – It helps to provide elasticity to the plastic material and provide strength to the coatings.
- Mineral silicate – It helps in slag formation and offers strength to the covering.
- Calcium fluoride – It produces shielding gas to protect the arc, provide fluidity, adjust the basicity of slag, and solubility of metal oxides.
- Alloying metals as nickel, chromium, and molybdenum – It offers alloy content to the deposited metal.
- Manganese or iron oxide – It helps to stabilize the arc and adjust the fluidity and properties of the slag.
- Iron powder – It increases productivity and provides extra metal to the weld zone.
The Welding Rod Coatings for Mild Steel
They are as following:
- Cellulose sodium(EXX10) – This type of electrode has cellulosic material in the form of reprocessed low alloy with 30% paper, and wood flour. forms a gas shield The reducing agent carbon dioxide and hydrogen which produces a digging arc for deep penetration. The spatter is at the highest in comparison to other electrodes with a rough weld deposit. It offers extremely good mechanical properties even after aging. It is one of the earliest developed electrodes and used widely in countryside pipeline welding. It is used normally with direct current with reverse polarity when the electrode is positive.
- Cellulose potassium (EXX11) – It has similar characters to the cellulose sodium electrode except that here the more potassium is used than sodium. It does ionization of the arc making it suitable to weld with alternating current. The result is similar to cellulose sodium per arc action, penetration, and weld results. A small amount of iron powder is added to E6010 and E6011 for the arc stabilization and better deposition rate.
- Rutile sodium (EXX12) – If the titanium or rutile dioxide is high with respect to other components, the electrode gives an appealing appearance to the user. This electrode offers a quiet arc, low spatters, and a controlled slag. The weld surface gives a smooth appearance but with less penetration, and slightly lower metal properties than with cellulose electrodes. This electrode provides a high deposition rate and a low arc voltage to make it fit for alternating current or direct current with electrode negative.
- Rutile potassium (EXX13) – This coating of electrode acts very similar to rutile sodium except here potassium is used for the arc ionization. This type of coating produces a very quiet, and smooth running arc that may be used with suitable for alternating current. It can be used with a direct current of either polarity.
- Rutile iron powder (EXXX4) – The coating is very close to a rutile coating with the exception of the iron powder that is included in it. With the iron content of 25-40%, the electrode is EXX14 and 50% or more iron powder makes the electrode EXX24. A lower percentage of iron content makes it suitable for all the positions. The higher percentage of iron makes it suitable for a flat position with horizontal fillet welds. The deposition rate is increased in both cases depending upon the iron content proportion.
- Low hydrogen sodium (EXXX5) – A coating with a high proportion of calcium carbonate or calcium fluoride is called lime ferritic, low hydrogen, or basic type electrode. To ensure the lowest possible hydrogen content in the arc atmosphere, the coating should not have cellulose, clays, asbestos, and other minerals. The coatings are baked at a higher temperature and have superior weld metal properties. They offer the highest ductility, medium to moderate penetration with a medium speed of deposition. These must be stored in a controlled condition and can be used with direct current with electrode positive.
- Low hydrogen potassium (EXXX6) – The characteristics of these coated welding electrodes are similar to the low hydrogen sodium with the exception of the substitution of potassium from sodium for arc ionization. The electrode is used with AC and can be used with a DC electrode positive. Here the arc is smoother but the penetration of the two electrodes remains the same.
- Low hydrogen potassium (EXXX6) – The coating of the electrode here remains similar to the previous one but the iron powder is added to the electrode in the ratio of 35-40% to name the electrode as EXX18.
- Low hydrogen iron powder (EXX28) – This welding electrode has similar characteristics as of EXX18, but has 50% or more iron powder in the coating. It is useful in a flat position and makes a horizontal fillet welding. Here the deposition rate is better then EXX18. The higher alloy electrodes use low hydrogen coatings. We may add specific metal in the coatings to make the electrodes alloy type where suffix letters used to show weld metal compositions. Low hydrogen type electrodes are used for welding stainless steel.
- Iron oxide sodium (EXX20) – The high content of iron in the coatings produces a weld deposit that generates a bigger slag and is even difficult to control. This coating produces faster deposition with medium penetration and low spatter level and a very smooth finish in welding. These electrodes are fit for a flat position and make horizontal fillet welds. These electrodes can be used with AC or DC with either polarity.
- Iron Oxide Iron power (EXX27) – The features of these electrodes match with iron oxide sodium type electrodes, but it carries 50% or more iron power. This character will improve the deposition rate and can be used with an alternating direct current of either polarity.
Storage
It is mandatory to keep electrodes dry as moisture may destroy the characteristics of its coatings and may lead to excessive spatters. It may cause porosity and cracks development in the welded zone. Once electrodes are exposed to the damp environment for more than 2-3 hours, it should be advised to heat dry in a suitable oven for a minimum of 2 hours at 500 degrees F.

Once out of the oven, they should be stored in a damp proof container. Never bend the electrode as it may damage the coatings and expose the core wire. We should not use the electrode with exposed wire for welding. The electrodes supplied with suffix R have a higher resistance to moisture.
Types of Electrodes
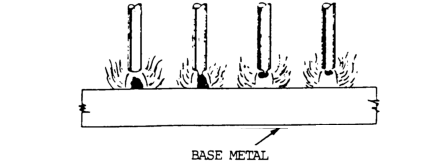
Bare Electrodes
These bare electrodes are composed of wire compositions for those specific applications. There are no coatings extra except those required in wire drawing. The wire drawing coatings have a little stabilizing effect on the arc but no specific consequences. These bare electrodes are used to weld manganese steel and other indications where coated electrode is not desired.
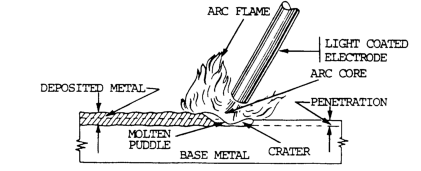
Light Coated Electrodes
There is always a definite composition of the light coated welding electrodes.
They applied a light coating on the surface by dipping, washing, brushing, spraying, wiping, and tumbling. These coatings meant: to improve the arc stream. The E45 is the electrode identification system listed in the series.
These coatings have the following functions:
- It reduces/ dissolves the oxide, phosphorus, and oxide as impurities.
- It alters the surface tension of the molten metal. It makes the globules of the electrode into smaller sizes and more frequent. It makes the movement of the molten metal smooth and uniform.
- It improves the arc stability by readily ionized materials introduced into the arc cascade.
- The light coatings generate a slag that is thin unlike shielded arc electrode type slag.
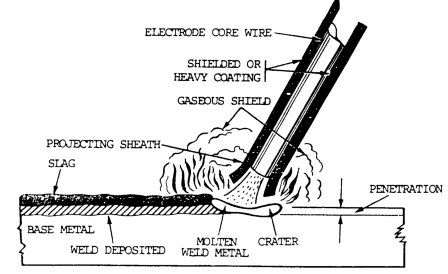
Shielded Arc/Heavy Coated Electrodes
These electrodes have a definitive composition and have a coating, applied by extrusion and dipping and are manufactured in 3 general types.
- With cellulose coatings
- With mineral coatings
- With a combination of minerals and cellulose
The cellulose coatings consisted of soluble cotton/ any other form of cellulose with a little amount of sodium, potassium, titanium, and some other added minerals. The cellulose coatings protect the molten metal with a gaseous section around the arc and the welding zone.
The mineral coatings include sodium silicate, metal oxide clay, and other inorganic substances and combinations. These electrodes generate a slag deposit.
The heavy-coated or shielded arc electrodes are employed to weld cast iron, steel, and hard surfaces.
Purposes of Shielded Arc Heavy-Coated Electrodes
The purpose of the electrode coatings is to produce a gas shield around the arc which in turn prevents contamination from oxygen and nitrogen at the weld metal zone.
The oxygen has a capability to combine with molten metal, removing alloys and in turn causing porosity.
The nitrogen has bad effects like brittleness, low strength, low ductility, and even poor resistance to corrosion.
They reduce impurities like sulfur, oxides, and phosphorus as they impair the weld deposit.
They stabilize the arc, eliminates wide fluctuations in voltage thus reduce the spattering to a great extent.
The molten metal at the end of electrodes disintegrates into small fine particles by reducing the surface tension at the molten metal. They reduce the attractive pressure between molten metal and electrode for better results.
The silicates in the coating help to form a slag over the molten metal. The slag solidifies at a slow pace, thus the underlying metal has enough time to cool and solidify. The slow solidification removes the risk of entrapment of gas and float impurities at the surface. The slow cooling has an annealing effect on the welding deposit.
The physical appearance and characteristics can be modified by incorporating alloying materials in the coatings. The slag will produce better quality weld metals at a higher speed.
Tungsten Electrodes
These are non-consumables wrong electrodes for Tungsten Inert Gas (TIG) or GTAW.
These electrodes can be identified by painted end marks as below:
- Green – Pure tungsten
- Yellow – 1% Thorium
- Red – 2% Thorium
- Brown – 0.3-0.5% Zirconium
1. Pure Tungsten – It is green tipped with 99.5% purity and used for less critical operations of welding. They have low current carrying capacity and low resistance to impurities and contamination.
2. Thoriated Tungsten Electrodes – They are available with 1% and 2% thorium and labeled as superior to pure tungsten electrodes because of better arc staring, better electron output, better arc stability, high current carrying capacity, better resistance to contamination, and better longer life.
3. Zirconium Electrodes – The tungsten electrode with 0.3-0.5% zirconium categorized between pure tungsten and thoriated tungsten electrodes as fas performance is concerned. The few indications in alternating current power they work better then others.
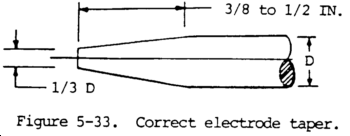
Once alloyed tungsten ground to a point, it produces a finer arc. If the electrodes are not grounded properly then they need to be operated with maximum current and with only reasonable arc stability. The pointed tungsten electrode is difficult to maintain if the direct current equipment is used and the touch start of the arc is a practice. We should superimpose a high-frequency current on regular welding current to maintain the electrode shape and reduce the inclusion of electrodes in the weld. The thorium and zirconium alloys offer a better shape-retaining even when touch starting practice is used.
The welding electrode extension beyond a gas cup depends upon the type of joint to be welded. An extension of 3.2mm used for butt joints in small gage metal while an extension of 6.4-12.7 may be necessary for fillet welds. The tungsten electrode needs to be inclined slightly and add filler metal carefully to avoid contacting the electrode. If the contamination happened the electrode must be removed, reground, and place it again.
Direct Current Arc Welding Electrodes
It is always advisable to follow the manufacturer instructions when a specific type of welding electrode is used. The direct current arc welding electrodes are earmarked for reverse polarity i.e electrode positive or for straight polarity means electrode negative or both. But make a point of it that many but not all direct current electrodes can be used with alternating current. Direct current is the preferred choice for covered, nonferrous, bare, and alloy steel electrodes. Manufacturer advice may include according to the type of base metal, correction for a poor fit-up, etc.
The straight polarity generally provides lesser penetration compared to reverse polarity electrodes but offers great welding speed. The better penetration can be achieved with either type by a proper welding atmosphere and arc manipulation.
Alternating Current Arc Welding Electrodes
Alternating current is more desirable when welding in the tight zone and welding thick sections as it reduces the arc blow. The arc blow tends to cause slag inclusions, blowholes, and lack of fusion in the welding. They have coated electrodes with either DC or AC available.
AC is used in atomic hydrogen welding and carbon arc processes where 2 carbon electrodes are used. It allows a uniform rate of welding and electrode consumption. In a carbon arc when one electrode is recommended then direct current straight polarity is the choice and here electrode consumption at a slower pace.
Defective Coatings Electrodes and Their Effects
The arc stability is affected if there will be an oxide or other elements in the coatings. The composition and uniformity of the bare electrodes play an important part in controlling the arc stability. Heavy or thin coatings on electrodes will not condone the effects of the defective wire.
The aluminum oxide, silicon, silicon dioxide, iron sulfate unstabilize while iron oxide, calcium oxide, manganese oxide, helps in stabilizing the arc.
The excess of sulfur and phosphorus 0.04% will impair the weld base metal as they are transferred from electrode to molten metal with a minimum loss. The phosphorus causes brittleness, grain growth, and cold shortness in the weld. These defects increase in proportion to the carbon content in the steel. The sulfur in turn acts as a slag, breaks the soundness of weld metal, and leads on to hot shortness. Sulfur is harmful particularly to bare and low carbon steel electrodes with a meager manganese content which promotes the formation of sound and strong weld.
If the heat treatment given to the wire core is not uniform, the electrode will offer us the inferior weld as compared to the electrode of the same composition but heat-treated properly.
Deposition Rates of the Welding Electrodes
The welding electrodes have different deposition rates as per the composition of the coating. The electrode with higher iron content has a better deposition rate. In the United States, the percentage of iron power in a coating is in the 10-50% range. This is based on a formula where the amount of iron powder in coating versus the coating weight.

The percentages are defined by the American welding society specifications. The European method of calculating iron power is based on the weight of deposited weld metal versus the weight of the core wire bare consumed in the process.

Types of Non-Consumable Electrodes
They are 2 types of non-consumable electrodes.
- The carbon electrode available as a non-filler electrode of metal for arc cutting and welding. It consists of a carbon graphite rod that may have/ may not have coatings of copper or other material.
- The tungsten electrode is a non-filler metal electrode made from tungsten and used in arc welding or cutting.
Carbon Electrodes
The AWS does not categorize for carbon welding electrodes but military specification as MIL-E-17777C is there to tell Electrodes cutting and welding carbon graphite uncoated and copper coated
There is a classification system based on three grades as plain, uncoated, and copper coated. It demonstrates diameter information, length information, the requirement of size tolerance, sampling, testing, and quality assurance. Here applications include carbon arc welding, double carbon arc, carbon-cutting, gouging, air carbon arc cutting.
Stick Electrodes
The variables in stick welding are the following:
1. Size – The commonly available sizes are 1/16, 5/64, 3/32 (commonest), 1/8, 3/18, 7/32, and 5/16 inches. The core wire of the used electrode happens to be narrower than the material welded.
2. Material – The stick welding electrodes come in mild steel, iron-free, high carbon steel, cast iron, and special alloy.
3. Strength – The tensile strength of the weld needs to be stronger than the metal being welded. The material in the electrode needs to be stronger as well.
4. Welding position – The different electrodes used for each welding position as horizontal, flat, etc.
5. Iron power mix – Iron powder available in the flux raises the molten metal availability for the weld as the heat changes the powder into steel.
6. Soft arc designation – This is for the thinner metal and does not have perfect fit status in welding.
The Most Popular Arc Welding Electrodes
They are following:
E6013 and E6012 –The welding rod specifications are designed for thin metals and joints that are not easy to fit together.
E6011 – The oily, dirty, dusty, and rusty surfaces need this type of electrode. It is versatile as it works for AC and DC polarity. It can create a small slag and need not be placed in an electrode oven.
E6010 – It has similar characteristics except that it works only with direct current.
E76018 and E7016 – The iron powder is added in the flux to create a strong weld. It creates puddle which may have difficulty for beginners.
Also Read:
Final Words
The welding electrodes or welding rods are made from materials and composition similar to the metal being welded. The choice of welding rod depends upon a variety of factors for each and every project.
The electrode selection depends upon the ease of cleanup, bead quality, weld strength, and minimal spatter. Arc welding electrode and MIG welding wire are consumable as they become part of the welding process.
The TIG welding electrodes are non-consumable as they do not melt and become part of the weld.
Please spare a few moments to put your comments in the comment box.
Can we are organizing training for welder and certificate