
TIG Welding 101: All You Need to Know about TIG Welding
For centuries, two metal pieces have been joined by welding only. With the advancement in machinery, it develops various welding procedures with variations depending upon the size, preference, and usage of the welding process.
TIG welding requires skill, patience, and perseverance to clinch excellent output. The welding equipment and welding technique had made headway in recent times to make the welding training an essential curriculum.
Many industries and manufacturing processes in recent times have developed an edge over others and need great vigorous training.
This is opening a new avenue, new skill, and future career growth. The welders with more experience in complicated TIG welding will have a secure job. This text guide will help you choose the best TIG welder and technique.
The core of TIG Welding: How does it work?
Although welding has been around for centuries, the modern welding that we see nowadays does not exist before the early 20th century. Gas tungsten arc welding or TIG welding was invented to weld aluminum and magnesium the lighter alloys in aircraft manufacturing.
Mr. Russell Meredith in 1941 conceived this wonder of welding. Union Carbide’s Linde division acquired the rights to the GTAW patent to develop various torches in the Heliarc brand name. The initial Heliarc machines were heavy transformer- rectifier based weighed hundreds of kilos. They were very popular in World War-2 to weld craft components.
Miller company in the 1970s launched compact, better arc control, suitable for AC application in “square waveform” Inverter style TIG welding machines with a circuit board, inverter type initiates the lighter weight option in TIG welding.
What is TIG welding & How does TIG Welding work?
This TIG welding process utilizes a torch with tungsten electrode to carry the electric current to the welding arc zone. One of the hands holds the torch while the other hand fed filler material into the weld puddle. The puddle is protected by the inert argon gas.
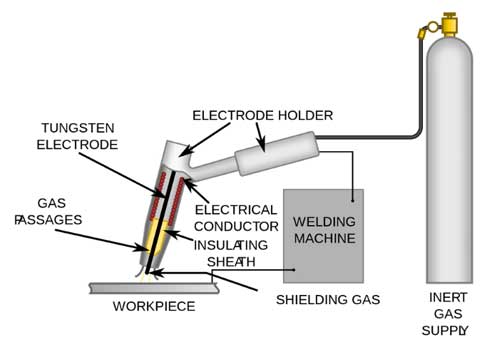
The foot pedal or fingertip remote helps to control the heat while the welder is doing its job. Make a habit to prepare and clean the metal before the process, a brush and clean cloth can accomplish this. Always select the proper Tungsten electrodes.
Shielding Gases Requirement for TIG Welding
The TIG welding process always requires shielding gases as the following three types.
1. Pure Argon Gas
Pure argon gas is a very effective and frequent shielding gas in the TIG welding of various metals. The pure argon gas produces a narrow and concentrated arc for very precise welding. The outer area of the arc remains normal and does not overheat on welding.
2. Argon Mix with Helium Gases
The mixture of argon with helium increases the amperage for the hotter welds. This mixture works best for most of the metals except the mild steel. The helium is the best heat conductor and creates a wider heat zone to reach the edge of the weld puddle.
3. Argon Mix with Hydrogen Gases
The welders who work on stainless steel adopt a mixture of argon gas with 5% or less hydrogen to increase the heat. It enables to hot weld bead that penetrates deep in the base metals.
TIG Welding Video
TIG welding advantages and shortcomings
The process is very precise, controlled, and hard to learn. The TIG welding process have lot of fans but does have some shortcomings as well.
Advantages of TIG
- It is the most precise and controlled welding process.
- It is a very smooth welding finish and does not need much work.
- A big range of metal including non-ferrous metals as copper, magnesium, aluminum metals can be welded with equal ease.
Shortcomings of TIG
- A complex method of welding to learn with great control and accuracy. TIG welding needs a deep arc, correct distance, and accurate maneuvering for a better result. A cumbersome process to master.
- A slow process of welding hampering production.
- Safety concerns are many, radioactivity of tungsten, strong arc for the safety of eyes and skin.
TIG welding tips and tricks for beginners
The TIG welding process is quite dangerous due to the exposure of high heat arcs and radioactive gases. Beginners should follow every safety protocol and the TIG welding process. Before beginners hold a TIG torch he must remember a few safety tips.
1. Use safety gear – The safety gear protects your skin and face from impending burns. A big range of safety gear include helmets, aprons, gloves, goggles, jackets, sleeves, pants, and safety shoes.
2. Ventilated workplace – Ventilated spaces circulate fresh air to reduce the toxicity of fumes exposure to the welder.
3. Properly grounded welding equipment – Properly grounded welding machine can avoid an electric shock.
4. Dry Workplace – Moisture may cause electric shock.
5. Remove impurities from metal surfaces – Impurities and contamination hamper the quality of the weld.
6. Carefully choose the current – The type of metal and electrode decide which type of the current you use AC or DC. Test your setting on a scrap/practice piece.
Preparation for the TIG welding process
The preparation before the operation reflects on the results. The poor the preparation, the poorer the result of TIG welding in the form of porosity, loose connections, and bad welding. To prevent this, indent the proper welding equipment and control every step of preparation for the best result.
Instantaneously ensure to make the metal surfaces clean from any dust, dirt, oil, and debris. If you find it difficult with a cloth, then use the wire brush or even grinder to ensure the cleanliness. Acetone can be a help in removing the oil or shavings.
Remember, even if you are a most skilled welder, your results still depend upon the proper preparation before welding. The procedure is more complex than other welding, so try to control and prepare every step perfectly.
TIG welding process materials
Proper preparation includes the proper selection of the equipment. Equipment need depends upon material and output needed. The following information can achieve a complete perception regarding the needful, corresponding to their types and functions.
1. TIG torch
TIG torch commonly supplied as an air-cooled variant but the water-cooled variety adds faster relief in terms of heat. Torches are equipped so well in its handle to control accurately the TIG welding process.

The setting in the torch’s handle controls the heat needed. Both the hands work in unison, one to adjust the setting and other hands to supply the filler material.
2. Choosing the right Tungsten electrode
They are termed as non-consumable but can burn with passing time. There is a variety of electrodes depending upon the material welded power source. They may be balled, truncated, pointed, and have the following types:

The process of TIG welding uses 6 electrodes to carry the welding arc towards the metal pieces working on.
a. Pure Tungsten Electrode – They have a balled tip and produce a stable arc on aluminum and magnesium. They are really affordable.
b. Thoriated Electrodes – The thorium is mixed into the tungsten to strengthen it and will remain sharp with substantially longer life. These are the most popular electrodes, but once using them you need to have a ventilated space. The safety precaution of ventilation is because of slight radioactivity in the thorium.
c. Ceriated Electrodes – Specially designed for DC applications with low ampere utilization for small and intricate segments of TIG welding.
d. zirconate Electrodes – They are stronger and very helpful in AC projects where the need of stronger electrodes is required. They are resistant to contamination.
e. Lanthanated Electrodes – They are versatile and work on AC and DC machines with equal ease. They can work on the low current by producing a stable arc.
f. Rare earth Electrodes – They produce a stable arc for AC and DC projects and remain effective for a longer time.
3. Grinding wheel
This is the equipment to constantly clean the debris, and residue from the base metal. It helps to ground the tip of the tungsten electrode as well.
4. Shielding gases
The supply of shielding gas is essential to protect the weld joint from the atmospheric impurities. The type of gas also depends upon the heat transfer at the workpiece. Helium is needed for the thick metal as it transfers more heat while a mixture of argon and helium utilizes in thin metals.
Step-by-step TIG welding procedure
To steer with TIG welder, the following steps to be taken religiously:

1. Pick and grind the electrode
The choice of electrode decided based on a mode of power and base metal to be welded. Handpicked the most appropriate electrode after you study the procedure properly.
The grinding of the tip is required if the electrode is a cylinder with no proper tip. You may grind it into a point or a ball as per your need. We use the ballad tip in AC welding while DC welding requires a pointed tip.
2. Insert the electrode into the collet
The rod to be inserted into the electrode holder. The tip should be at least 1/4 away from the sheath as protection.
3. Configure the setting choice
The setting configures according to the job but in the general term, selects the current that is required. The penetrating side is set and cleaned. Keep the air on for five seconds once set the functions.
4. Set on shielding gas chosen for the process
To prevent rusting from oxidation the shielding gas is mandatory. Aluminum needs pure argon gas while steel requires argon in combination with carbon dioxide.
5. Arrange the welding station
The metallic zone is required to keep the flow of current through metal that needs to be welded. We can use a metal sheet or welding table for the process.
Clean and clamp the metal to stabilize it. You can spray anti-spatter on the table and base metal for the better results.
6. Weld the base metals
Test the position of the electrode which should move freely and have to be away from the welding zone at least an inch to prevent molten debris to entangle with the electrode.
Now jam down your foot at the pedal to heat quickly the metal to create a weld pool. Place it on the boundary and if the puddle is formed, touch the electrode. Now ease the pedal and control the heat along the process once it creates the weld pool. As the weld shrinks on cooling, so alternate the sides to keep it clean and can prevent warp.
7. Register the beads
On completion of the tacking, remove the clamps. Generate quick heat and start controlling as the puddle starts to form. Now move the rod towards the electrode where the welding will form, which leads the electrode by moving it towards the rod. With steel, the electrode leads towards the welding line and the rod chases the movement.
8. Various types of weld
Fillet – When two metals join at right angles
Butt – The two metals touch along the edges and it requires electrodes to move in a straight line. Taken as a difficult procedure.
Lap – Two metal joins against each other while resting on a flat meridian.
Cosmetic – It is commonly used for visible joints and can be possible to do by dipping the rod in a welding pool and then moving to the next location.
Strength weld – Done by drawing the weld pool continuously while feeding the rod and strength is needed than to appear.
Final Words
TIG welding is the most desired process and is gaining importance in the industries with every passing year. Taken as an arduous process to learn and the learning curve found to be in a steeper pattern. The equipment for TIG welding is complex and expensive but results are par excellence.
The process needs a complete dedication to learn the positions to ascertain the strength of the weld. The equipment, setting, type of electrode, and shielding gases are assigned as per the need of the TIG welding process.
Now you are familiar with the key points of the TIG welding process in detail to plunge in the field to fulfill your aspirations. Your comments and suggestions are respected always and help us to improve further. Spare a few moments and put your Comments in the comment box.
Interesting Reading Resources
Gas tungsten arc welding (GTAW)
TIG Welding Benefits – Miller Welding
You Might Also Like…
MIG And TIG Welding – Comparison Between Two Welding Processes